
プラスチックの特殊加工品

パイプブロー成形の選定のポイント。
- 現状のS字配管では、いくつもの継手を使ってユニットにしているが、複数の成型品の組み合わせで対応しているため、芯間が高くなってしまう等一体化した継手が欲しかった。
- 生産ロットが500個位の数で単品生産ではコストアップになる。射出成形では、金型代がかかり過ぎる。 よい生産方法が無いか探していた。
- 射出成形では、形状的に難しい。コの字、S字等のため、他の成形方法で、低コストの成形方法が見つからない。
塩ビパイプブロー成形品

- A社より床下配管に使用する継手として、限られた空間内で勾配をとるための成形品の依頼を受ける。従来の射出成形継手のエルボ等の接続では、その空間に納まらない為に、パイプの口径Rでの曲がり継手を提案し、納品となる。
- B社より排水継手のコンパクトサイズでの加工を受託。Rはパイプ径60に対して40R位の曲がり部のブロー成形品で、他社では製作不可との事で納品につながる。
PE、PPパイプブロー成形品

示すスノーポール
寒さに強いポリエチレン製
道路資材メーカーより道路付属品で従来は塩ビ製のパイプブロー成形品を納入していましたが、納入先より安全面と環境面で材質をポリエチレン製に変更して欲しいとの依頼があり、従来の加工先では、対応不可のため、弊社にて現在も納品中で、8年間の実績がある。なお、ポリエチレンは寒さに強く、破損時も安全で寒冷地には最適。
S字ブロー継手(PP)
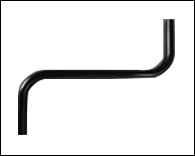
小口径の薄肉のオレフィン系パイプのブロー成形品で、温度管理を含めた成形条件のシビアな管理が要求される製品で品質面での評価も頂き、受注につながる。
射出成形やダイレクトブローやパリソンブローではできない形状でもご相談ください。
PVDFパイプ曲管

人工透析用配管継手として、従来は成形品のエルボを使用していた。しかし、エアー溜ができることによる不純物の滞留が、安全性と信頼性を損なうという課題が従来あった。その解決方法としてR形状の大きい曲管の製作を受託。 PVDFパイプの2次加工は、耐熱性が高く成形加工の温度領域が±5℃と大変狭く、その範囲内での曲管の加工が可能なところがなく、受注となる。